Плазменная сварка проникающей дугой позволяет получать, бездефектные сварные швы за один проход, без разделки кромок и отсутствии подкладных формирующих приспособлений. При этом значительно сужается зона термического влияния, снижаются сварочные деформации, улучшаются механические показатели околошовной зоны, повышается производительность и снижается энергоемкость.
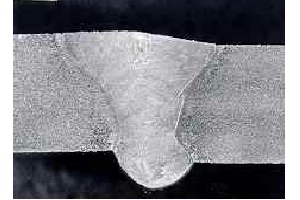
Плазменная сварка проникающей дугой
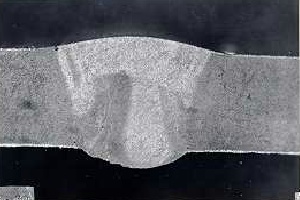
Разработана технология плазменной сварки проникающей дугой с одновременной дозированной подачей присадочной проволоки цветных металлов и сложнолегированных сплавов. Такая технология обеспечивает стабильное формирование шва при толщине свариваемого металла 3-8мм. Шов формируется с плавным переходом к основному металлу, внутренние дефекты отсутствуют. Микроструктурные исследования, измерения микротвердости не выявляют различия основного металла от металла шва и околошовной зоны.
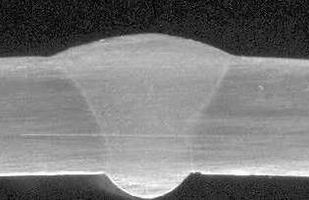
Плазменная сварка проникающей дугой
с дозированной подачей присадочной проволоки
Сварка осуществляется предельно короткой дугой по стыку, собранному с зазором, с дозированной подачей присадочной проволоки на переднюю кромку фронта плавления или «расщепленной» присадки. Данная технология обеспечивает высокую стабильность процесса и может быть рекомендована для промышленного применения при изготовлении ответственных конструкций из цветных металлов и сложнолегированных сплавов.
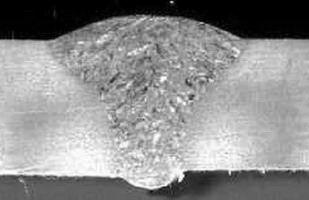
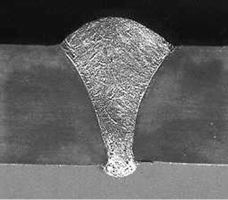
При сварке больших толщин удержание жидкой ванны на весу и качественное формирование сварного шва затруднено. Авторами разработана технология плазменной сварки проникающей дугой на формирующей подкладке со щелевым зазором вдоль свариваемого стыка, которая позволила повысить стабильность процесса сварки и расширить диапазон свариваемых толщин до 16 мм [1]. Сварные швы не содержат внутренних дефектов, имеют благоприятную форму поперечного сечения, стабильное формирование корня шва. Механические характеристики сварного шва находятся на уровне основного металла.
Плазменная сварка проникающей дугой
на подкладке с дозированной подачей присадки
Разработанные оборудование и технологии плазменной сварки проникающей дугой позволяют получить:
Оборудование и образцы сварки металлов успешно демонстрировались на ряде выставок в стране и за рубежом (Москва, Вашингтон, Берлин, Санкт-Петербург, Харьков и др.), разработки отмечены золотыми медалями и дипломами международных выставок.
Разработанные технологии могут успешно использоваться для сварки легированных и высоколегированных сталей, цветных металлов и сложнолегированых сплавов, а так же сплавов имеющих неудовлетворительную свариваемость.
 Алюминиевый сплав Д16, |
 Титановый сплав ВТ4, |
 Жаропрочный сплав ЭП202, |
 Сталь Х10Н10Т, |
 Сплав XH60BT, |
 Жаропрочный сплав ЭП202, |
Список литературы
1. Тыткин Ю,М., Щицын Ю.Д., Хмелевский О.В. Сварка проникающей дугой алюминиевых сплавов на подкладке. // C6., «Актуальные проблемы сварки цветных металлов». Киев. Наукова думка. 1985. с. 113 — 114.
<Назад>